扫二维码与项目经理沟通
我们在微信上24小时期待你的声音
解答本文疑问/TPM咨询/5S、6S、现场管理咨询/精益生产管理咨询/互联网交流


(一)基本情况
某些设备零部件的故障是有其发展过程的,如噪声由小到大,温度由低到高,振动数值的急剧变化,润滑液使用过的油中金属微粒逐渐增加,等等。倾向管理就是对设备零部件的劣化进行数据处理,从中找出劣化的周期,进行预防检修,降低维修费用,发挥设备的最大效率,保证生产的正常运行。
宝钢原料设备的倾向管理工作是从1982年5月开始的。当时投产的发电煤输送系统设备不多(15条皮带机,水平机长6314米, 3台堆取料机等),到l985年6月,原料设备全面开工(280条皮带机,水平机长49千米,19台堆取料机,10台破碎机,共计400多台设备,设备总重量5.05万吨,电机总容量36727千瓦,电机1182台,等等)。尽管设备初期故障多,工作量大,但倾向管理工作始终没放松。1985年10月,在厂领导的亲自指导下,对倾向管理的内容、项目、实施方法作了一番清理、整顿,使倾向管理工作得以推进。
为了搞好倾向管理工作,对全体点检人员进行了培训,深入地讲解倾向管理的定义、内容和做法,各种仪器仪表的使用方法,各种倾向管理表格的用法等等。通过培训和经常性的检查督促,全体点检人员都认识到倾向管理的重要性,因而在工作中主动地按计划实施倾向管理测试,确保了设备运转初期值的测定和设备原始值的收集。
(二)实施实例
1.振动测定
电动机、减速机油振动测定周期为3个月。测定仪器为1330数字式振动仪、Wb型轴承检测仪。判定标准为日方提供的振动值标准(附图9及附图l0)。测定对象为功率100千瓦以上的基础牢固的设备和关键设备。不正常的机械振动会加速磨损。产生振动的原因很多,如轴承、齿轮的磨损,轴承的凹坑,剥落麻点,润滑油中的杂质,紧固件的松动,焊接件的裂纹,等等。
原料场有110台高压电机,如以4—5年为周期分解点检一次,则工作量较大,费用较高。在采用振动位测定值后,就可根据劣化的趋势,提出分解点检计划。这样,就可按设备的实际劣化状况,延长分解点检的周期,从而提高设备的运转率,降低维修费用。
2.胶带的倾向管理
做以下测定:
(1)钢丝芯胶带接头伸长测定。测定周期为6个月,原料场有钢丝芯胶带18条,都是关键设备。钢丝芯胶带的拉伸强度很高,但接头处是一个薄弱的环节。为掌握接头处的拉伸状况,确保设备正常运转,对钢丝芯胶带的接头伸长量进行了倾向管理。具体做法是在设备投产初期,在接头两侧位置作一个记号,用卷尺定期测量,当伸长量大于4毫米时,该接头就要报废,重新胶接。
(2)胶带盖胶的磨损测定。测定周期为3—6个月。原料场设备数量最多的是胶带输送机,目前已投产的有280条。胶带盖胶的磨损量是由输送的物料和运转时间决定的,而且胶带更换的维修费用很高。为了控制胶带库存量,防止资金大量积压,进行了倾向管理。其判定标准:尼龙帆布胶带盖胶磨损到10%的带芯外露时更换,钢丝芯胶带盖胶磨损到20%的带芯外露时更换。
(3)胶带紧张行程测定。测定周期为1—3个月。胶带伸长是运转过程中的必然现象,胶带伸长后,便张紧重锤下降而接近地面当单位长度L伸长到一定距离,设备起动时,重锤就会碰到地面而使胶带张力不够引起打滑,设备也就起动不了。为了防止发生打滑和重锤碰地的事故,使备件材料和修理有计划性,就必须靠倾向管理来掌握胶带的伸长变化规律。
以可逆式皮带运输机A305R为例:从附图11和附表1的测量数据中就能掌握胶带的伸长量,控制使重锤到地面距离的发展趋势。由于起动时重锤会上下摆动,为了确保不出事故,在3月就安排了计划,事先做好工具材料准备,配备好人员,在6月中旬,实施了胶带割短重新胶接的项目。
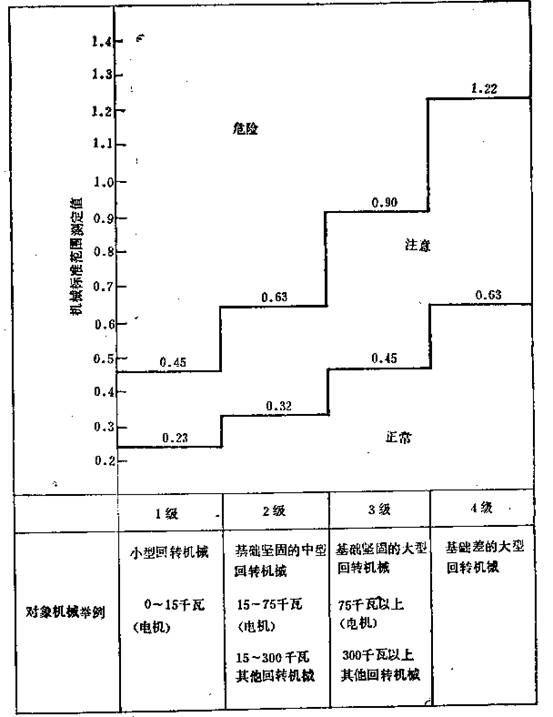
附图9 回转机械振动标准
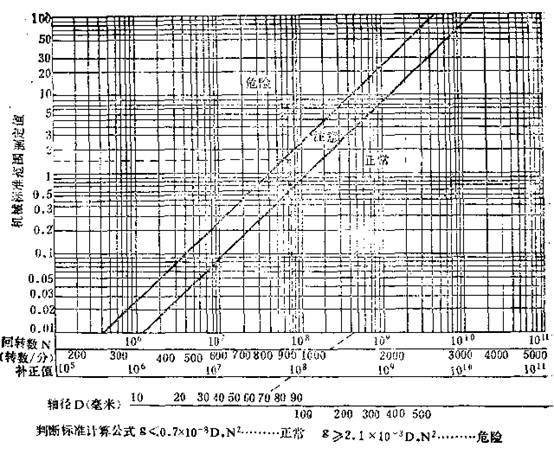
附图10 中高速转动轴承的判定标准
附图11可逆式皮带机胶带伸长量测定
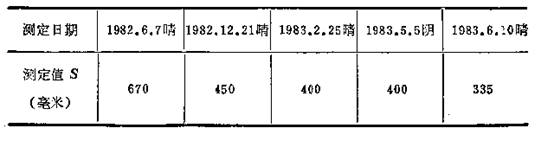
附表1 可逆式皮带机胶带伸长量测定
3.磨损测定
做以下测定:
(1)堆、取料机走行车轮的磨损测定。测定周期为6个月,测定工具为游标卡尺。判定标准为轮缘磨损到原尺寸的40%时更换,轮直径减少到1%时更换,左右车轮的直径差当驱动轮为0.3%、从动轮为0.6%时更换。
(2)堆、取料机俯仰钢丝绳磨损测定。测定周期为3个月。测定工具为游标卡尺。判定标准为磨损量达公称直径的7%时更换。
(3)反击式破碎机锤头磨损测定。测定周期为1个月。采用特殊工具测出锤头磨损状况,再画到纸上,参考破碎的成品率,进行综合分析判断,由于锤头磨损量大,故作为倾向管理项目。
以K410锤头磨损为例:在1985年11月8日 (运转717小时,产量61000吨)测定后,对实际磨损进行画图分析、认为还可继续使用2——3周,就利用这段时间,作好工器具准备(风动扳手、空压机等准备),与生产方、检修方商定了修理日期,安排了修理计划,在1985年11月28日作了锤头换向。1986年1月 9日(换向后运转460小时,产量41000吨)测量分析后,决定在1986年1月底更换锤头(共32块)。为此将国产锤头进行了编号、分组和配重平衡其他工作也都准备就绪,以确保施工能够顺利进行(测定结果见附图12)。
附图12 锤头磨损测定结果
4.棒磨机轴瓦磨损测定
测定周期为3个月。测定部位见附图13。棒磨机主轴采用动静压轴承支承,轴瓦用巴氏合金制造,价格昂贵。定期测定磨损值,可掌握磨损的趋势,以便在适当的时候,准备好备件进行修理。测定工具为游标卡尺。判定标准为磨损量大于5毫米时更换轴瓦。
轴瓦磨损量=(a-b)/2
5.棒磨机橡胶补垫(提升条)磨损测定
测定周期为3个月。测定工具与锤头磨损测定工具相同。通过画图分析,综合判断橡胶提升条高度方向磨损45毫米时更换。
附图13 棒磨机橡胶垫磨损测定
6.弹簧的倾向测定
振动筛支承弹簧长度测定周期为3个月。测定工具为钢卷尺成钢皮尺。判定标准为左右弹簧高度差大于5毫米比弹簧上部与下部的中心差(即弹簧倾斜)大于5毫米时进行修理或更换。
7.其他倾向性管理
做以下测定:
(1)电动机减速的温度值测定。测定周期为1——3个月。测定仪表为国产半导体点温计。判定标准为日方提供的使用说明书中规定的环境温度十40℃,最高不超过90℃。测定对象为功率100千瓦以上的关键设备。
B201BC的驱动电机(132千瓦)1984年的温升曲线图如附图14所示。
(2)油质化验。周期为6个月——1年。根据点检结果,定期取油样化验,根据化验结果决定油脂的更换计划,提前报出油脂采购汁划。
(3)圆锥式破碎机润滑油杂质测定。测定周期为3个月。将滤油器拆下清洗,对清洗下来的杂质进行沉淀并收集,然后称量并作分析判断。
(4)PLC电压测定。测定周期为6个月。PLC电压测定的目的是保证PLC电源电压的稳定,以确保PLC正常工作,这个项目实施后,需发现AC100V及DC100V、D24V的电压或高或低,都超过土5%,立即进行了调整,避免PLC因电源电压而引起故障。
附图14 电动机温升曲线
(5)感应无线装置与电缆距离测定。测定用周期为6个月——1年。由于移动机的自动控制信号通过感应无线装置来传送,而其中无线装置与电缆的距离是关键的,内于道床下沉变形,引起距离的变化,因而影响信号的传受,容易造成移动机定位不准,或发生碰撞事故。1985年7月份在测定中发现7ST、lBS的感应无线与电缆的距离中心偏差+100毫米以上,均超出标准,进一步观察发现主要是道床下沉引起的,立即安排检修,在无线装置的固定支架上开孔,移动无线装置,使两者的距离符合标准。 (6)电缆绝缘测定。测定周期为9个月。破碎点检组在1985年7月份的绝缘测定中, 发观K149TrKl50取样车、K145振动筛等的绝缘仅0.5兆欧,虽符合标准(要求0.3兆欧以上),但刚安装使用的设备,运转时间不长,绝缘这样低,就是—个问题了。立即安排检修,发现在端子箱内有积水,引起绝缘低下,处理后即达20兆欧以上。 8.对倾向管理记录表的要求 各项倾向管理记录表格的设计和填写要科学化、标准化、严格化。具体要求包括: (1)有测定简图,并注明测定位置。 <2)注明被测定设备的投产日期。 (3)注明倾向管理的测定周期。 (4)有测定人员签名及测定日期、环境状况、负荷情况。 (5)有判定标准,注明正常值、注意值、危险值和更换修理值。 (6)保持记录整洁、干净、完整、及时。

我们在微信上24小时期待你的声音
解答本文疑问/TPM咨询/5S、6S、现场管理咨询/精益生产管理咨询/互联网交流

